一种用于树脂基复合材料的复合涂层的制备方法和装置
1.本发明涉及材料领域,具体涉及对材料的涂层领域,更具体的是,本发明涉及一种树脂基复合材料的复合涂层的制备方法和装置。
背景技术:
2.树脂基复合材料是利用碳纤维、芳纶纤维、陶瓷颗粒等作为增强材料的一种高分子聚合物基复合材料(polymer matrix composite,pmc),与其他传统结构材料相比,具有质量轻、比强度高、抗疲劳断裂性好、耐腐蚀、结构稳定性好,以及便于大面积整体成型等一系列突出的优点,已经广泛应用于航空航天、船舶建造等高新技术领域,实现结构减重、降低成本、提高经济效益等目的,但是树脂基复合材料耐热性和抗冲蚀性差等局限,使其应用受到了限制。
3.为克服树脂基复合材料耐热性和抗冲蚀性差的局限,用合适的喷涂方法以涂层来覆盖树脂基复合材料表面是必要的。
4.等离子喷涂技术被广泛应用于制备热障、耐磨等涂层。等离子射流具有高温高速及较大的温度梯度等特性,因而喷涂材料的选择非常广泛。作为喷涂材料的一种,氧化铝al2o3陶瓷具有较高的强度以及较好的耐热性、耐磨性,且资源丰富、价格便宜,是等离子喷涂耐热、耐磨涂层的理想材料。但是al2o3的熔点在2000℃以上,而树脂基复合材料发生热分解的温度只有300~500℃,因而利用al2o3陶瓷作为树脂基复合材料的涂层成分,实现耐热性和耐磨性特点,但又不能使树脂基复合材料发生分解,成为材料领域不可兼顾的难题。目前尚未见在树脂基复合材料表面直接等离子喷涂al2o3涂层的研究。
技术实现要素:
5.本发明的目的在于,提供一种用于树脂基复合材料的复合涂层的制备方法,避免涂层和树脂基复合材料之间的热膨胀差异,利用al2o3陶瓷的耐热性和耐磨性特点,克服树脂基复合材料的耐热性和抗冲蚀性差的缺陷。
6.一方面,本发明提供一种用于树脂基复合材料的复合涂层的制备方法,包括以下步骤:制备陶瓷-树脂复合粉末,所述陶瓷-树脂复合粉末包括al2o3陶瓷、热固性树脂和固化剂,所述陶瓷-树脂复合粉末是半热固型的复合粉末;采用超音速等离子喷涂,在所述树脂基复合材料(在本文中也被称为树脂基体或简称基体)的表面上分别喷涂纯al2o3陶瓷粉末和所述复合粉末,形成陶瓷-树脂复合涂层,其中所述纯al2o3陶瓷粉末通过喷枪内送粉方式送入射流,所述复合粉末通过喷枪外送粉方式送入射流。
7.由此,通过热塑性或热固性树脂,并添加一定的固化剂,因而制备的复合粉末是一种半热固型的复合粉末,可以使得复合粉末中的al2o3陶瓷粉末熔融不充分,使得热塑性或热固性树脂尽量熔融充分但不至于分解,在提高涂层的耐热和耐磨性能的同时,可以减缓涂层与基体之间的热膨胀差异。
8.而且,利用超音速等离子喷涂(supersonic atmospheric plasma spraying,
saps)技术的热源温度高且具有温度梯度的特点,可以使陶瓷颗粒熔融充分,同时使加热时间和加热距离缩短,利于陶瓷和树脂同步熔化,并且,由于saps具有更高的射流速度,在制备涂层的工程中,一方面可使熔融充分的粒子撞击基体后铺展更充分,另一方面可使充分熔融的粒子以较高的动能撞击基体,从而扁平化,并增加粒子与粒子之间、涂层与基体之间的结合强度。
9.而且,本发明的saps采用“双通道、双温区”送粉方式,纯al2o3陶瓷粉末通过喷枪内送粉方式送入射流,陶瓷-树脂复合粉末通过喷枪外送粉方式送入射流,使得两种粉末在不同温度的射流区被送入射流,进一步帮助两种喷涂喂料同步熔融;并且能够制备成分连续梯度变化的复合涂层。
10.优选地,所述制备陶瓷-树脂复合粉末还包括以下步骤:将所述al2o3陶瓷、所述热固性树脂和所述固化剂混料,经团聚造粒并干燥和成形;其中,al2o3陶瓷、热固性树脂、固化剂的比例为50.000%:45.455%:4.545%(比例计算的依据是热固性树脂与固化剂的单独配比为1000kg热固性树脂需配比100kg固化剂),所述热固性树脂为酚醛树脂pf;所述固化剂为六次甲基四胺;将混料后的所述al2o3陶瓷、热固性树脂和固化剂,通过粉末筛,得到粒径为0.3-70um的核壳结构的复合粉末。
11.由此,制备的复合粉末也可被称为al2o
3-pf复合粉末,包括al2o
3-50%和pf-50%,粉末粒径为0.3-70um,从而有利于该复合粉末兼顾所含各成分的特性,并方便调整复合粉末加入量和其它粉末加入量的比例。特别地,核壳结构的复合粉末,其外层的陶瓷颗粒能大幅保存内核树脂不被分解,通过陶瓷的传热,可实现陶瓷和树脂同步熔化,对提高涂层质量至关重要。另外,通过在al2o3涂层中引入酚醛(pf)树脂,制备al2o
3-pf复合涂层不仅可以减缓涂层与基体之间的热膨胀差异,大幅提高涂层与基体之间的结合强度,而且避免引入导电材料,可提高树脂基复合材料在绝缘领域的使用可靠性。
12.优选地,所述采用超音速等离子喷涂还包括以下步骤:同时喷涂所述复合粉末和所述纯al2o3陶瓷粉末,并改变各粉末的加入量比例,以使所述复合涂层中陶瓷和树脂的成分实现连续梯度变化。
13.从树脂基体和涂层的交界面开始,涂层中的树脂pf的成分逐渐从100%降低到0%,同时,涂层中陶瓷的成分逐渐从0%提高到100%,从而以树脂和陶瓷复合涂层的连续梯度变化来完成树脂基体到陶瓷涂层的过渡,将涂层的热导率和热膨胀系数和缓降低,减缓涂层与基体之间的热膨胀差异,大大提高基体和涂层之间的粘结强度。
14.优选地,所述采用超音速等离子喷涂还包括以下步骤:多次交替喷涂所述复合粉末和所述纯al2o3陶瓷粉末,以形成“千层饼”的多层结构。
15.对复合粉末和纯al2o3陶瓷粉末进行逐一喷涂,即先喷涂一遍或数遍纯al2o3陶瓷粉末,再喷涂一遍或数遍复合粉末,交替式喷涂看形成多层结构的复合涂层,在提高基体和涂层之间粘结强度的同时,还在两种粉末加入量和加入时机方面降低了控制难度。
16.需要说明的是,上述的同时喷涂和交替喷涂的手段可以相互替换也可以相结合应用于涂层的制备过程,本发明对此不作限制。
17.优选地,喷涂主气为氩气,所述氩气的气体流量58l
·
min-1-62l
·
min-1
;次气为氢气,所述氢气的气体流量为12l
·
min-1-18l
·
min-1
;送粉气为氩气,喷涂距离为140-160mm;通过第一送粉器喂送所述纯al2o3陶瓷粉末,通过第二送粉器喂送所述复合粉末;其中,纯
al2o3陶瓷粉末:复合粉末的送粉量为3.6:5.4g
·
min-1-3.6:20g
·
min-1
;喷涂电压为90-110v;喷涂电流为350-450a;所述第二送粉器的轴向距离为90-110mm;所述树脂基复合材料的温度为100-150℃。
18.纯al2o3陶瓷的熔点约为2050℃,因此纯al2o3粉末采取喷枪内送粉的方式,并在高温高速的等离子射流中熔化并获得高的飞行速度;al2o
3-pf复合粉末采取外送粉的方式,并且第二送粉器的轴向距离设定为,离得喷嘴出口较远而离得基体较近,从而处于较低温度区间而送入复合粉末,确保pf树脂熔化但不受热分解。复合粉末中的al2o3陶瓷熔融不充分,但pf树脂被al2o3陶瓷尽可能的保存下来且熔融较好,从而形成了以al2o3陶瓷为骨架、pf树脂填充的涂层结构,提高了涂层的耐热性能和结合强度。
19.优选地,所述氩气的气体流量为60l
·
min-1
;所述氢气的气体流量为15l
·
min-1
;所述喷涂距离为150mm;纯al2o3陶瓷粉末:复合粉末的送粉量为3.6:12g
·
min-1
;喷涂电压为100v;喷涂电流为420a;所述第二送粉器的轴向距离为100mm,径向距离2.5mm,射流角度为90
°
;所述树脂基复合材料的温度为120℃。
20.由此,所制备的陶瓷-树脂复合涂层的隔热能力较好,热导率较低,涂层的结合强度可以达到26mpa的理想值。
21.优选地,利用超音速等离子喷枪对所述树脂基复合材料的表面进行直线往复式喷涂,所述喷枪的移动速度为40m/min;喷涂次数为50-60次,得到的涂层厚度为0.6-0.8mm。
22.由此,适当的喷涂速度和次数使得陶瓷-树脂复合粉末可以具有适当的熔融时间,从而更有利于涂层实现较好的密着性和在树脂基复合材料的表面成形,从而提高涂层质量。其中0.8mm的厚度还可以为车床磨削加工留出足够的厚度。
23.优选地,在所述采用超音速等离子喷涂之前,还包括以下步骤:对所述树脂基复合材料的表面进行预处理;所述预处理包括对所述树脂基复合材料的表面进行清洗以及喷砂处理。
24.由此,经过预处理,可以去除树脂基复合材料或基体表面的油污,并且在基体表面获得一定的粗糙度,增加了基体与涂层之间的附着力,也有利于涂层的流平和装饰。
25.优选地,所述预处理包括对基体表面进行酒精或丙酮清洗;喷砂材料选用粒径120-180um的棕刚玉,喷砂气压为0.3
±
0.05mpa,喷砂角度为70
±
10
°
,喷枪距所述树脂基复合材料的表面的距离为100-150mm,喷砂时间为平扫一遍。
26.由此,获得了的基体表面的粗糙度能够更好地与复合涂层相结合,延长了涂层的耐久性。
27.另一方面,与第一方面相对应地,本发明还提供了一种用于树脂基复合材料的复合涂层的制备装置,所述制备装置用于实施前述第一方面或其任一优选实施方式中所述的方法。
28.所述制备装置的技术效果,可参见上述方法中所阐明的技术效果,此处不再赘述。
29.因此,本发明的有益效果如下:
30.(1)本发明可直接在树脂基复合材料表面等离子喷涂陶瓷涂层,较传统的工艺而言,不仅涂层质量得以提升,而且有效减小了涂层与树脂基复合材料的热膨胀差异。
31.(2)本发明制备的涂层是以al2o3为骨架、pf树脂为填充,有效提高了涂层的结合强度和耐热性能,采用万能拉伸试验机测得涂层的结合强度为26mpa,采用激光导热测得涂层
的热导率和热膨胀系数明显降。
32.(3)本发明采用等离子喷涂纯al2o3和al2o
3-pf复合粉末制备涂层,该方法可以采用两种粉末直接喷涂,操作简便,易于推广,可有效节约时间和成本。
33.(4)本发明制备的al2o
3-pf复合涂层与树脂基复合材料结合可靠、耐热性能良好,可为树脂基复合材料提高有效的保护,延长材料的使用寿命和扩展使用范围。,大幅提高涂层与基体之间的结合强度。
附图说明
34.图1为现有技术的“金属过渡层+陶瓷面层”的双层结构涂层的结构示意图;
35.图2为本发明的复合粉末的成分呈均匀分布示意图;
36.图3为本发明的复合粉末的成分呈壳核结构的示意图;
37.图4为现有技术的喷涂过程中距离喷嘴出口较近的送粉位置的示意图;
38.图5为本发明的喷涂过程中距离基体较近的送粉位置的示意图;
39.图6为本发明的喷枪的参数示意图;
40.图7为本发明的复合涂层的连续梯度结构示意图;
41.图8为本发明的复合涂层的千层饼结构示意图;
42.图9为本发明工艺流程图;
43.图10为本发明使用的al2o
3-pf复合粉末的粒径分布图;
44.图11为本发明实施例2制得的复合涂层展示图;
45.图12为复合涂层的xrd及ftir测试结果图;
46.图13为复合涂层烧蚀前后sem形貌图;
47.图14为复合涂层的弹性模量测试压痕形貌图;
48.图15为不同比例的纯al2o3粉末与al2o
3-pf复合粉末的热导率;
49.图16为不同比例的纯al2o3粉末与al2o
3-pf复合粉末的热膨胀系数。
具体实施方式
50.下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
51.热喷涂涂层制备技术可以采用等离子喷涂(atmospheric plasma spraying,aps)、火焰喷涂、超音速等离子喷涂(supersonic atmospheric plasma spraying,saps)等。
52.在等离子射流的喷涂过程中,粒子与粒子之间是通过不断搭接、堆垛而形成涂层,因此易产生孔隙,且可以充分利用等离子射流温度梯度的特点,同时喷涂两种及以上材料,形成复合涂层。涂层中的孔隙、微裂纹等缺陷是评判涂层质量的重要标准,但也发现涂层中存在适当的孔隙和微裂纹可以提高涂层的耐热性能。对于耐热涂层,既需要具有良好的耐热性能,又需要具有较好的结合强度,通常对于结合强度可用万能拉伸试验机进行测试,对于涂层的耐热性能可通过激光导热的方法测量涂层的热导率和热膨胀系数。
53.另外,树脂基复合材料属于高分子材料,其耐热温度普遍较低,因此在树脂基复合材料(也可被称为基体)表面制备防护涂层的方法,通常为火焰喷涂、冷喷涂、溶液-凝胶等
低热源涂层制备方法。
54.对于采用等离子喷涂(atmospheric plasma spraying,aps)技术,在树脂基复合材料表面制备陶瓷防护涂层的可行性上,探索出形成以下三种方案:方案一是采用al、zn等低熔点金属制备“金属过渡层+陶瓷面层”的双层结构涂层,如图1所示;方案二是制备两种及以上陶瓷涂层的复合涂层;方案三是制备具有梯度变化的陶瓷涂层。这三种方案制备的涂层都可对树脂基复合材料提供一定的耐热、耐冲蚀等防护,但是仍然存在不足之处:一是引入了金属过渡层使复合材料的耐腐蚀性和绝缘性的可靠性降低;二是涂层的结合强度较低(普遍在10mpa左右);三是涂层与基体之间的热膨胀系数差别较大。而超音速等离子喷涂(saps)相比于普通等离子喷涂(aps)具有更高的热源温度和射流速度,因此普遍认为用超音速等离子喷涂(saps)在树脂基复合材料表面制备陶瓷涂层是不可行的。
55.然而,本发明克服了上述技术偏见,提供了一种树脂基复合材料的复合涂层的制备方法,具体描述如下。
56.1、制备陶瓷-树脂复合粉末:
57.(1)该复合粉末可以有两种形式,即:单一颗粒中陶瓷和树脂均匀分布(图2);单一颗粒为陶瓷包覆树脂,形成“壳核”结构(图3)。
58.(2)特别的,该复合粉末中树脂为热固性树脂,制备的复合粉末为半热固型复合粉末。本发明中采用的陶瓷材料为al2o3陶瓷,采用的热固性树脂为酚醛树脂(pf),但并不限于上述陶瓷和树脂材料。
59.由于本发明中复合粉末采用的树脂为热塑性树脂pf,并添加一定固化剂,在150℃下加热将开始发生固化反应,因而制备的复合粉末是一种半热固型的复合粉末。这种复合粉末不仅可以减缓涂层与基体之间的热膨胀差异,大幅提高涂层与基体之间的结合强度,而且避免引入导电材料,可提高树脂基复合材料在绝缘领域的使用可靠性。
60.特别的,“核壳”结构的复合粉末,其外层的陶瓷颗粒能大幅保存内核树脂不被分解,而通过陶瓷的传热,可实现陶瓷和树脂同步熔化,对提高涂层质量至关重要。
61.2、采用超音速等离子喷涂saps喷涂复合粉末
62.通过实验验证,采用等离子喷头、火焰喷涂、超音速等离子喷涂(saps)等热喷涂涂层制备技术进行涂层制备无法避免半固型复合粉末中对树脂的热分解作用,然而发现只有采用saps技术喷涂该半固型复合粉末才能制备出质量优异的涂层。采用其他喷涂方法或其他形式的复合粉末均无法制备出质量优异的涂层。分析认为,(1)由于saps的热源温度高且具有温度梯度,因而可以使陶瓷颗粒熔融充分,同时使加热时间和加热距离缩短,利于陶瓷和树脂同步熔化;(2)由于saps具有更高的射流速度,在制备涂层的工程中,一方面可使熔融充分的粒子撞击基体后铺展更充分;两一方面可使为充分熔融的粒子以较高的动能撞击基体,从而扁平化,并增加粒子与粒子之间、涂层与基体之间的结合强度。
63.3、本发明采用“双通道、双温区”送粉技术
[0064]“双通道、双温区”送粉是指在不同温度的射流区,将喷涂粉末送入射流,其优点有:(1)可使多种喷涂喂料同步熔融;(2)可制备多种成分的复合涂层;(3)可制备成分连续梯度变化的涂层。
[0065]
在等离子喷涂(aps)中,通常采用的“双通道、双温区”送粉技术,其第二送粉器位置距离喷嘴出口较近,如图4中的喷涂粉末2所示出的位置,以获得较高的热源温度;但是,
本发明中要求第二送粉器位置距离基体较近如图5中的喷涂粉末2所示出的位置。通过实验验证,在本发明制备涂层过程中,若如图4那样,第二送粉器位置距离喷嘴较近,最终涂层的质量将大大降低。由于纯al2o3陶瓷的熔点约为2050℃,因此纯al2o3粉末作为采取喷枪内送粉的方式,作为如图5所示的喷涂粉末1,受到高温高速等离子射流作用,熔化程度、飞行速度均较理想,而al2o
3-pf复合粉末作为图5中的喷涂粉末2,采取外送粉的方式,处于“低温区”,因此复合粉末中的al2o3熔融不充分,但pf树脂被al2o3尽可能的保存下来且熔融较好,从而形成了以al2o3为骨架、pf树脂填充的涂层结构,提高了涂层的耐热性能和结合强度。
[0066]
4、送粉
[0067]
本发明中,制备涂层的喷涂粉末不仅是制备的陶瓷-树脂复合粉末,还有纯陶瓷粉末。具体方法为:将纯陶瓷粉末采用内送粉的方式,送入喷枪内;将陶瓷-树脂复合粉末采用外送粉的方式,送入射流。
[0068]
在实施喷涂的过程中:(1)可同时加入纯陶瓷粉末与复合粉末,并可改变各粉末的加入量,使涂层成分实现连续梯度变化,如图7所示;(2)可对各粉末进行逐一喷涂,即先喷涂一遍或数遍纯陶瓷粉末,再喷涂一遍或数遍复合粉末,形成“千层饼”结构的涂层,如图8所示。
[0069]
5、涂层制备关键参数
[0070]
本发明中影响涂层质量的关键工艺参数包括:喷涂粉末、基体预处理、喷涂电压、喷涂电流、喷涂距离、第二送粉距离、第二送粉角度、基体温度、送粉比例、气体流量。
[0071]
创新说明:本发明探索出在树脂基复合材料表面saps喷涂陶瓷-树脂复合涂层的优化参数,结合图8的工艺流程图,描述具体如下:
[0072]
(1)制备复合粉末:将al2o3、热固性pf、六次甲基四胺(固化剂)进行混料后,经团聚造粒并干燥和成形,制备al2o
3-pf复合粉末,粉末粒径为0.3-70um,如图10所示;
[0073]
(2)基体表面预处理;
[0074]
(3)喷涂al2o
3-pf复合涂层:利用等离子喷枪进行喷涂,喷涂参数为,喷涂主气为氩气,气体流量58l
·
min-1-62l
·
min-1
;次气为氢气,气体流量为12l
·
min-1-18l
·
min-1
;送粉气为氩气,喷涂距离为140-160mm;两种喷涂喂料的送粉量为纯al2o3:复合粉为3.6:5.4g
·
min-1-3.6:20g
·
min-1
;喷涂电压为90-110v;喷涂电流为350-450a;第二送粉器的轴向距离为a为20-120mm,径向距离r为1-12mm,射流角度θ为70-100
°
,其中,如图6所示,所述轴是指喷枪的中心轴或喷枪轴,轴向距离a是第二送粉器的喷嘴沿着喷枪轴到喷枪出口的距离,径向距离r是第二送粉器的喷嘴到喷枪轴的垂直距离,射流角度θ是第二送粉器的相对于喷枪轴的倾斜角度;树脂基复合材料的喷涂温度为90-150℃。本发明中的喷涂al2o
3-pf复合涂层也可称为喷涂“干式”涂层。
[0075]
(4)制得al2o
3-pf复合涂层,进行涂层性能测试验证:该涂层的x射线衍射(x-ray diffraction,xrd)和傅立叶变换红外(fourier transforminfrared,ftir)光谱测试表明,涂层的物相组成为al2o3相,以及pf,如图12所示。
[0076]
另外,图13为本发明的复合涂层烧蚀前后扫描电子显微镜(scanningelectron microscope,sem)形貌图,图14为本发明的复合涂层的弹性模量测试压痕形貌图。
[0077]
优选地,制备al2o
3-pf复合涂层的方法中步骤(1)具体为:
[0078]
(1-1)将al2o3、热固性pf、六次甲基四胺(固化剂)进行混料后,经团聚造粒并干燥
和成形;该粉末包括al2o
3-50.000%、pf-45.455%和六次甲基四胺-4.545%(比例计算的依据是热固性树脂与固化剂的单独配比为1000kg热固性树脂需配比100kg固化剂);
[0079]
(1-2)将复合粉末通过-100目粉末筛,得到粒径为0.3-70um的复合粉末,如图10所示。
[0080]
优选地,制备al2o
3-pf复合涂层的方法中步骤(2)具体为:
[0081]
(2-1)对基体表面进行酒精或丙酮清洗,去除基体表面的油污;
[0082]
(2-2)对基体表面进行喷砂处理,喷砂材料选用粒径120-180um的棕刚玉,喷砂气压为0.3
±
0.05mpa,喷砂角度为70
±
10
°
,喷枪具基体表面距离为100-150mm,喷砂时间为平扫一遍(约1-2s)。
[0083]
优选地,制备al2o
3-pf复合涂层的方法中步骤(3)具体为:
[0084]
(3-1)在喷涂参数下,利用超音速等离子喷枪对工件表面进行喷涂,喷涂过程中采用“直线往复式”喷涂方法,喷枪移动速度为40m/min;
[0085]
(3-2)喷涂次数为50-60次,得到的涂层厚度约为0.6-0.8mm(其中0.8mm为需车床磨削加工的厚度);
[0086]
更优选地,步骤(3)中喷涂参数为,喷涂主气为氩气,气体流量为60l
·
min-1
;次气为氢气,气体流量为15l
·
min-1
;送粉气为氩气,喷涂距离为150mm;两种喷涂喂料的送粉量为纯al2o3:复合粉末为3.6:12g
·
min-1
;喷涂电压为100v;喷涂电流为420a;第二送粉器的轴向距离a为100mm,径向距离r为2.5mm,射流角度θ为90
°
,基体温度为120℃。该更优选的实施方式的试验测试情况可参见下述实施例2和图11。
[0087]
优选地,制备al2o
3-pf复合涂层的方法中步骤(4)具体为:
[0088]
(4-1)纯al2o3的熔点约为2050℃,因此纯al2o3粉末采取喷枪内送粉的方式,并在高温高速的等离子射流中熔化并获得高的飞行速度;al2o
3-pf复合粉末采取外送粉的方式,在较低温度区间送入粉末,确保pf树脂熔化但不受热分解;
[0089]
(4-2)喷涂过程中,按照纯al2o3和al2o
3-pf复合粉末各喷涂一遍交替喷涂的方式进行;
[0090]
(4-3)纯al2o3粉末受到高温高速等离子射流作用,熔化程度、飞行速度均较理想,而al2o
3-pf复合粉末处于“低温区”,因此复合粉末中的al2o3熔融不充分,但pf树脂被al2o3尽可能的保存下来且熔融较好,从而形成了以al2o3为骨架、pf树脂填充的涂层结构,提高了涂层的耐热性能和结合强度。
[0091]
相应地,本发明还提供了一种树脂基复合材料的复合涂层的制备装置,用于执行前述制备方法中各个步骤,也就是说,所述制备装置可以包括但不限于制造本发明的复合粉末的喷雾造粒设备、粉末筛、用于对基体预处理的设备以及如图5所示的示例性的saps喷涂设备。可以理解的是,为了执行前述的制备方法中的任意步骤,本发明并不限制制备装置的子设备或子部件的组成和结构。
[0092]
以下实施例均采用相同的al2o
3-pf复合粉末,基体表面预处理,以及优化的喷涂参数,但不同实施例中的第一送粉器中的纯al2o3和第二送粉器中的al2o
3-pf复合粉末的送粉加入量的比例不同,图15显示了不同比例的纯al2o3粉末与al2o
3-pf复合粉末的热导率,图16显示了不同比例的纯al2o3粉末与al2o
3-pf复合粉末的热膨胀系数。
[0093]
实施例1
[0094]
在采用上述工艺参数的情形下:
[0095]
st1工艺为:喷涂纯al2o3和al2o
3-pf复合粉末的比例为3.6:5.4g/min,表1、表2分别为st1工艺制备涂层的耐热性能和力学性能。
[0096]
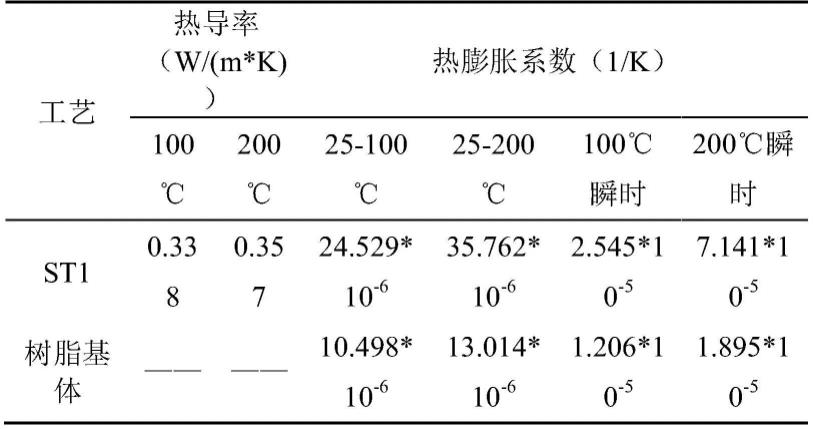
表1 st1工艺制备涂层的耐热性能
[0097][0098]
表2 st1工艺制备涂层的力学性能
[0099][0100]
从表1、表2数据可知,采用st1工艺制备的陶瓷-树脂复合涂层的隔热能力较好,热导率较低,涂层的结合强度可达10.397mpa。
[0101]
实施例2
[0102]
在采用上述工艺参数的情形下:
[0103]
st2工艺为:喷涂纯al2o3和al2o
3-pf复合粉末的比例为3.6:12.0g/min,如图11,示出了以该比例制得的al2o
3-pf复合涂层的表现。表3、表4分别为st2工艺制备涂层的耐热性能和力学性能。
[0104]
表3 st2工艺制备涂层的耐热性能
[0105][0106]
表4 st2工艺制备涂层的力学性能
[0107][0108]
从表3、表4数据可知,采用st2工艺制备的陶瓷-树脂复合涂层的隔热能力较好,热导率较低,涂层的结合强度可达26.035mpa。
[0109]
实施例3
[0110]
在采用上述工艺参数的情形下:
[0111]
st3工艺为:喷涂纯al2o3和al2o
3-pf复合粉末的比例为3.6:14.2g/min,表5、表6分别为st3工艺制备涂层的耐热性能和力学性能。
[0112]
表5 st3工艺制备涂层的耐热性能
[0113][0114]
表6 st3工艺制备涂层的力学性能
[0115][0116]
从表5、表6数据可知,采用st3工艺制备的陶瓷-树脂复合涂层的隔热能力较好,热导率较低,涂层的结合强度可达24.673mpa。
[0117]
实施例4
[0118]
在采用上述工艺参数的情形下:
[0119]
st4工艺为:喷涂纯al2o3和al2o
3-pf复合粉末的比例为3.6:32.4g/min,表7、表8分别为st4工艺制备涂层的耐热性能和力学性能。
[0120]
表7 st4工艺制备涂层的耐热性能
[0121][0122][0123]
表8 st4工艺制备涂层的力学性能
[0124][0125]
从表7、表8数据可知,采用st4工艺制备的陶瓷-树脂复合涂层的隔热能力较好,热导率较低,涂层的结合强度可达17.018mpa。
[0126]
上诉四种工艺制备的四种al2o
3-pf复合涂层,相应的性能测试结果对比,具体如表9、表10所示。
[0127]
表9纯al2o3与al2o
3-pf复合粉末比例改变对涂层的耐热性能影响
[0128][0129]
通过改变喷涂时纯al2o3与al2o
3-pf复合粉末的比例,从而使涂层中al2o3的含量发生改变,得到不同涂层的热学性能存在明显差异,其中st2工艺制备的复合涂层的热导率和热膨胀系数最低,最接近树脂基体材料的热膨胀曲线,具体如图16所示。
[0130]
表10纯al2o3与al2o
3-pf复合粉末比例改变对涂层的力学性能影响
[0131][0132]
通过改变喷涂时纯al2o3与al2o
3-pf复合粉末的比例,从而使涂层中al2o3的含量发生改变,得到不同涂层的热学性能存在明显差异,其中st2工艺制备的复合涂层的弹性模量、结合强度及剪切强度均最高,图14所示为st2工艺制备的复合涂层的微米压痕形貌。
[0133]
尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种废水处理材料及其制备方法...
- 一种低密度的石油压裂支撑剂的...
- 一种三维中空结构的铁/氮掺杂...
- 一种低温铁炭复合材料及其制备...
- 一种耐高温静电纺微纳米结构空...
- 一种咪唑单酯的生产工艺的制作...
- 一种复合板喷胶装置的制作方法
- 点胶装置和柔性电极的植入系统
- 一种食用菌多糖提取装置及其提...
- 一种用于钢管表面自动涂覆复合...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1