一种耐酒精擦拭的高抗冲PMMA复合材料及其制备方法与流程
一种耐酒精擦拭的高抗冲pmma复合材料及其制备方法
技术领域
1.本发明涉及高分子材料领域,尤其涉及一种耐酒精擦拭的高抗冲pmma复合材料及其制备方法。
背景技术:
2.近年来随着汽车材料的发展,越来越多的高光黑材料被应用到汽车装饰件领域,因为此类材料“钢琴黑”般的美学外观效果,得到了广大消费者的青睐。
3.pmma树脂因其具有极佳的透明度(透光率》92%)、优异的耐候、耐老化性以及着色力强等特点而通常被用作高光黑材料的基础树脂。但是一般主机厂在使用此类材料时都会对高光黑材料的耐化学性做出要求,比如对材料进行耐酒精擦拭。众所周知,pmma材料容易被酒精溶胀,发生开裂、发白,高光材料会出现失光等现象。因此为了改善pmma在高光黑材料上的应用缺陷,有必要提高pmma材料的耐酒精擦拭性能以降低材料在使用过程中出现失效的风险。同时pmma材料非常脆,在外力的作用下,很容易发生碰撞破碎,明显不符合汽车材料对内外饰件的使用要求,因此也非常有必要提高pmma材料的韧性以满足其在汽车装饰材料中的应用需求。
技术实现要素:
4.发明目的:为了克服现有技术中存在的问题,本发明提出了一种耐酒精擦拭的高抗冲pmma复合材料及其制备方法,在提高pmma复合材料耐酒精擦拭性能的同时有效提高了其抗冲性能。
5.技术方案:为了解决上述技术问题,本发明所采用的技术方案为:一种耐酒精擦拭的高抗冲pmma复合材料,以重量分数计算包括如下制备原料:pmma树脂:68~88份,耐酒精擦拭改善剂:10~30份,润滑剂:0.5~1份,有机黑染料:0~1份。
6.所述pmma树脂为平均分子量为8万~20万的聚甲基丙烯酸甲酯。该分子量下的pmma可作为综合性能较好的pmma塑料使用,兼顾了材料的使用性能和加工性能。
7.更进一步的,所述耐酒精擦拭改善剂为聚醚-聚酰胺嵌段共聚物。
8.更进一步的,所述润滑剂为季戊四醇硬脂酸酯pets、乙撑双硬酯酰胺ebs中的一种或多种。
9.本发明还公开了上述耐酒精擦拭的高抗冲pmma复合材料的制备方法,包括如下步骤:将pmma树脂、耐酒精擦拭改善剂、润滑剂以及有机黑染料混合均匀,然后进行挤出造粒,即得。
10.更进一步的,所述挤出造粒采用双螺杆挤出机进行挤出造粒。
11.更进一步的,挤出温度设置如下:一区温度190~200℃,二区温度210~220℃,三区温度210~220℃,四区温度210~220℃,五区温度210~220℃,六区温度210~220℃,七区温度210~220℃,八区温度210~220℃,九区温度210~220℃,十区温度210~220℃,机头温度210~220℃。
12.有益效果:本发明具有以下优点:本发明通过在配方体系中添加聚醚-聚酰胺嵌段共聚物,其中聚醚段与pmma具有良好的相容性,提供pmma与聚醚—聚酰胺嵌段共聚物的相容性,聚酰胺段作为结晶组分存在于体系中可以阻碍酒精等化学溶剂对pmma的溶胀作用,提高材料的耐酒精擦拭性能;同时聚醚—聚酰胺嵌段共聚物本身就是一种弹性体,加入到体系中可以提高pmma材料的韧性和抗冲性能。
具体实施方式
13.下面结合实施例对本发明作进一步的详细说明:
14.实施例以及对比例中使用的原料来源如下:
15.pmma树脂:cm-205,cm-207,镇江奇美;
16.聚醚-聚酰胺嵌段共聚物:pebax 30r51 sa01,法国阿科玛;
17.润滑剂:ebs,日本花王;
18.有机黑染料:ob2-3,东莞美迪塑胶科技有限公司。
19.实施例1:
20.称取cm-205:88.5份,pebax 30r51 sa01:10份,润滑剂ebs:0.5份,有机黑染料ob2-3:1份。
21.将称取好的上述组分在高混机中混合均匀,然后经双螺杆挤出机挤出造粒,挤出温度设置:一区温度200℃,二区温度210℃,三区温度220℃,四区温度220℃,五区温度220℃,六区温度220℃,七区温度220℃,八区温度220℃,九区温度220℃,十区温度220℃,机头温度220℃,注塑成标准样条和高光样板进行一系列性能测试。
22.实施例2:
23.称取cm-205:78.5份,pebax 30r51 sa01:20份,润滑剂ebs:0.5份,有机黑染料ob2-3:1份。
24.将称取好的上述组分在高混机中混合均匀,然后经双螺杆挤出机挤出造粒,挤出温度设置:一区温度200℃,二区温度210℃,三区温度220℃,四区温度220℃,五区温度220℃,六区温度220℃,七区温度220℃,八区温度220℃,九区温度220℃,十区温度220℃,机头温度220℃,注塑成标准样条和高光样板进行一系列性能测试。
25.实施例3:
26.称取cm-205:68.5份,pebax 30r51 sa01:30份,润滑剂ebs:0.5份,有机黑染料ob2-3:1份。
27.将称取好的上述组分在高混机中混合均匀,然后经双螺杆挤出机挤出造粒,挤出温度设置:一区温度200℃,二区温度210℃,三区温度220℃,四区温度220℃,五区温度220℃,六区温度220℃,七区温度220℃,八区温度220℃,九区温度220℃,十区温度220℃,机头温度220℃,注塑成标准样条和高光样板进行一系列性能测试。
28.实施例4:
29.称取cm-207:68.5份,pebax 30r51 sa01:30份,润滑剂ebs:0.5份,有机黑染料ob2-3:1份。
30.将称取好的上述组分在高混机中混合均匀,然后经双螺杆挤出机挤出造粒,挤出温度设置:一区温度200℃,二区温度210℃,三区温度220℃,四区温度220℃,五区温度220
℃,六区温度220℃,七区温度220℃,八区温度220℃,九区温度220℃,十区温度220℃,机头温度220℃,注塑成标准样条和高光样板进行一系列性能测试。
31.对比例1
32.与实施例1-4不同之处在于,并未添加聚醚-聚酰胺嵌段共聚物,称取cm-207:98.5份,润滑剂ebs:0.5份,有机黑染料ob2-3:1份。
33.将称取好的上述组分在高混机中混合均匀,然后经双螺杆挤出机挤出造粒,挤出温度设置:一区温度200℃,二区温度210℃,三区温度220℃,四区温度220℃,五区温度220℃,六区温度220℃,七区温度220℃,八区温度220℃,九区温度220℃,十区温度220℃,机头温度220℃,注塑成标准样条和高光样板进行一系列性能测试。
34.测试方法与数据:
35.将实施例1-4和对比例1制备而成的样板样条进行拉伸强度,断裂伸长率,弯曲强度,弯曲模量,冲击强度、黑度l值、光泽度以及耐酒精擦拭性能的测试,测试方法如下:
36.拉伸强度、断裂伸长率采用iso 527-2进行测试;
37.弯曲强度、弯曲模量采用iso 178-2003进行测试;
38.冲击强度采用iso 180-2000进行测试;
39.黑度l值采用使用byk测试材料的l值进行测试;
40.光泽度采用使用byk或konica minolta三角度光泽度测试仪测试光泽度(20
°
反射角)。
41.耐酒精擦拭性能:用浸有酒精(95%浓度的酒精)的布在高光板表面擦拭100遍后,在(23
±
2)℃的室内环境中竖直放1h后检测试样的表面情况,再在温度为(90
±
2)℃的湿热试验箱内存放1h后检测样品的状态。
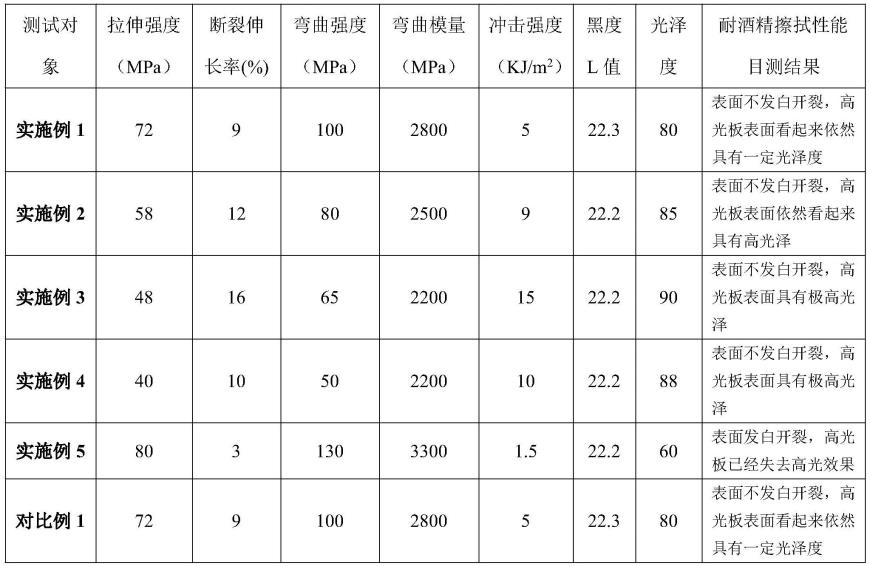
42.具体测试结果数据如表1所示:
43.表1实施例和对比例的材料性能测试数据
44.45.从表1数据可以看出,较对比例1来说,pebaxpebax 30r51 sa01加入后,pmma材料的抗冲性能得到明显提高,同时高光板在进行酒精擦拭后,高光板依然可以保持高光效果,说明pebaxpebax 30r51 sa01的加入提高了材料的耐酒精擦拭性能。
46.应当指出,以上具体实施方式仅用于说明本发明而不用于限制本发明的范围,在阅读了本发明之后,本领域技术人员对本发明的各种等价形式的修改均落于本技术所附权利要求所限定的范围。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种抗NKG2A单克隆抗体及...
- 一种1-庚烯-3-基异丁酸酯...
- 抗人SIRPα单克隆抗体及其...
- 一种集成化厌氧干发酵装置的制...
- 一种乙二醇二甲醚的绿色合成工...
- 一种用于降解磺酰脲类除草剂的...
- 样本检测装置的制作方法
- 一种聚丙烯、玄武岩复合管及其...
- 一种玉米HRM分子标记在玉米...
- 一种来源于小麦的根特异性启动...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1